Додому>Кліщі для прокатних валків: обробка валків на сталеливарних заводах та прокатних станах
Кліщі для прокатних валків: обробка валків на сталеливарних заводах та прокатних станах
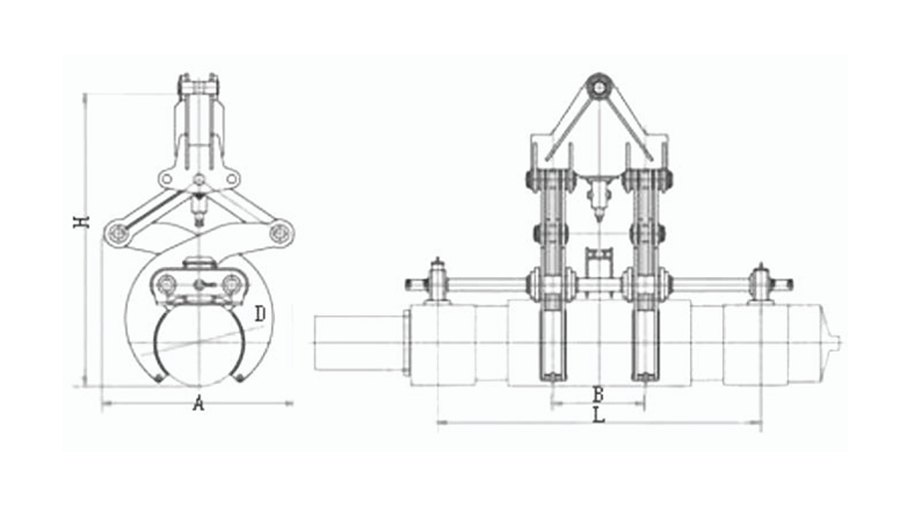
Кліщі для прокатних валків спеціально розроблені для обробки важких валків на сталеливарних заводах і в цехах прокатних станів, що забезпечує безпечне та точне виконання операцій підйому. Ці кліщі мають спеціальну конструкцію, яка забезпечує надійне захоплення валків, ефективно запобігаючи пошкодженню поверхні, тим самим підвищуючи ефективність обслуговування валків та підвищуючи надійність виробничого процесу.
Використовується в шліфувальних цехах прокатних станів для підйому окремих валків на шліфувальний верстат та з нього, а також для переміщення окремих валків.
Щипці відкриваються та закриваються за допомогою механізму, що приводиться в дію під дією сили тяжіння, що дозволяє щелепам надійно затискати рулон під час роботи.
Під час підйому рулону кліщі спираються на корпуси підшипників рулону за допомогою опорних конструкцій з обох кінців. Пристрій може обробляти 2–3 типи рулонів, а під час підйому рулонів різного діаметра висота опори регулюється шляхом вставки або видалення позиційних штифтів. Регулювання штифтів зручне, просте та надійне.
Внутрішні затискні поверхні, що контактують з рулоном, покриті мідними пластинами, щоб запобігти будь-яким вм'ятинам або пошкодженню поверхні під час підйому.
Вантажопідйомність (т)
Діаметр рулону (мм)
Amax (мм)
B (мм)
Hmax (мм)
Д (мм)
Власна вага (кг)
20
560~620
1850
800
2050
2800
7600
30
720~800
2480
900
2930
3000
11500
40
800~1200
2650
1000
3200
3200
13500
Технічні характеристики механічних кліщів для одновальцьових валків
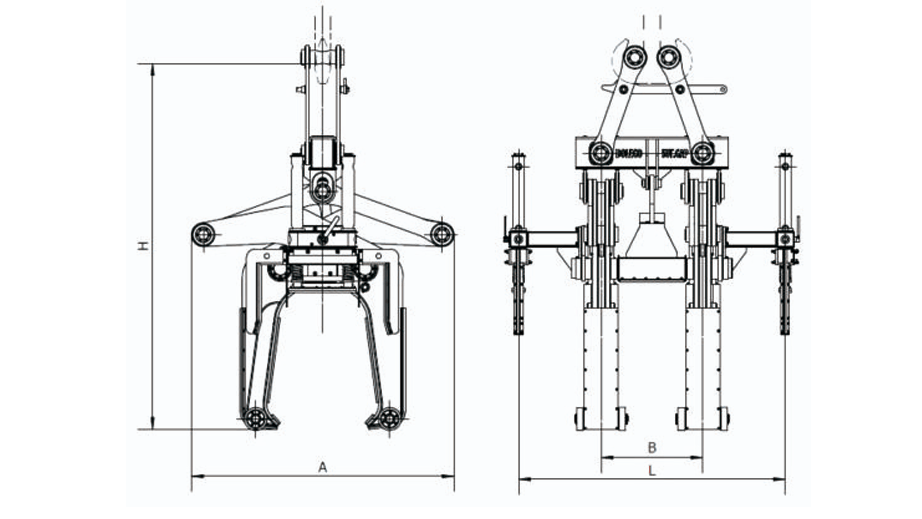
Механічні подвійні вальцьові кліщі
Двовалковий підйомний пристрій використовується у валкових цехах прокатних станів для обробки двовалкових вузлів.
Щипці відкриваються за допомогою механічного механізму, що приводиться в дію під дією сили тяжіння, і під час роботи щелепи надійно затискають рулони.
Під час підйому роликового вузла кліщі спираються безпосередньо на корпуси підшипників роликів за допомогою опорних конструкцій з обох кінців. Кліщі можуть обробляти від 1 до 3 різних діаметрів роликів. Для різних розмірів роликів висота опори регулюється шляхом вставки або видалення позиційних штифтів, що забезпечує зручне, просте та надійне регулювання.
Внутрішні поверхні захоплення, що контактують з валками, облицьовані сталевими пластинами, щоб під час обробки на поверхні валків не залишалося вм'ятин.
Вантажопідйомність (т)
Діаметр рулону (мм)
А (мм)
B (мм)
В (мм)
Д (мм)
Власна вага (кг)
20
560~720
1850
800
2850
2800
8600
40
720~800
2480
900
3555
3000
12500
60
800~1200
2650
1000
4020
3200
14500
Технічні характеристики механічних подвійних кліщів для валків
Електромоторні кліщі для валків прокатних станів
Використовується в шліфувальних цехах прокатних станів для підйому окремих валків на шліфувальний верстат та з нього, а також для переміщення окремих валків.
Кліщі відкриваються та закриваються за допомогою електричного приводного механізму. Під час роботи штифти на важелях ключів суміщаються з отворами для штифтів на сторонах ролика. Позиціонуючі пластини на обох кінцях забезпечують правильне відносне вирівнювання між штифтом та отвором для штифта.
Внутрішні поверхні захоплення, що контактують з рулоном, викладені нейлоновими пластинами та оснащені датчиками обмеження, щоб запобігти будь-яким вм'ятинам або пошкодженням поверхні під час контакту з рулоном.
Застереження щодо безпеки та експлуатації
Негайно зупиніть випробувальний підйомник, якщо помітять будь-які незвичайні шуми, деформації або тріщини.
Продовжуйте підйом та транспортування лише після успішного завершення пробного підйому.
Під час підйому переконайтеся, що весь персонал чітко розуміє попереджувальні сигнали та підтримує візуальний зв'язок з оператором.
Забороняється перебувати під вантажем персоналу, а ручна підтримка вантажу суворо заборонена.
Регулярне обслуговування кліщів для прокатних валків
Якщо поворотний замок стає тугим або не повертається в потрібне положення під час використання, перевірте та відрегулюйте регулювальну гайку, а потім перевірте такі ділянки:
Перевірте, чи не пошкоджена пружина натягу собачки; за потреби замініть її.
Перевірте наявність заклинювання в механізмі передачі. Якщо заклинювання спричинене поганим змащуванням, нанесіть мастило або консистентне мастило на всі рухомі з'єднання. Якщо напрямні штифти занадто затягнуті, відповідним чином послабте гайки. Якщо виявлено ослаблення, деформацію передавальної труби або деформацію тяг, виправте їх відповідним чином.
Перевірте, чи недостатньо розтягується буферна пружина. Якщо розтягування занадто мале, вкоротіть сталевий трос, який з'єднується з буферною пружиною.
Уникайте відшаровування індикаторних позначок на індикаторних пластинах щипців. Одразу після виявлення відшаровування негайно нанесіть оригінальну маркувальну фарбу.
Регулярно очищуйте та змащуйте дротяні канати, особливо в місцях вигину, використовуючи відповідну мастильну олію або мастило.
Основні несучі компоненти, такі як вантажопідйомні петлі, поворотні замки, пластини та такелажні скоби, слід перевіряти принаймні раз на три місяці за нормальних умов експлуатації. Ці деталі не повинні мати тріщин або значної деформації.
Усі масляні чаші, включаючи ті, що знаходяться на храповому механізмі, корпусах підшипників ковзання та корпусі поворотного замка, слід своєчасно змащувати відповідно до умов експлуатації. Змащення також слід наносити на основні рухомі з'єднання за потреби.
Регулярно перевіряйте, чи не ослаблені затискачі для мотузок і чи не перетягнуті буферні пружини; негайно усуйте будь-які несправності.
Ніколи не перевищуйте номінальну вантажопідйомність підйомного пристрою та не допускайте надмірного розтягування буферної пружини.
Забезпечте плавне та стабільне підйомування під час операцій, щоб уникнути деформації, спричиненої ударами між підйомним пристроєм, краном або іншим обладнанням.
Заповніть свої дані, і ми зв’яжемося з вами протягом 24 годин!