ミルロールトング:製鉄所および圧延工場におけるロールハンドリング
ミルロールトングは、製鉄所や圧延工場における高荷重ロールハンドリング向けに特別に設計されており、安全かつ正確な持ち上げ作業を可能にします。これらのトングは、ロールを確実にグリップするとともに表面損傷を効果的に防止するカスタマイズされた設計を採用しており、ロールのメンテナンス効率を向上させ、生産プロセスの信頼性を高めます。
機械式シングルミルロールトング

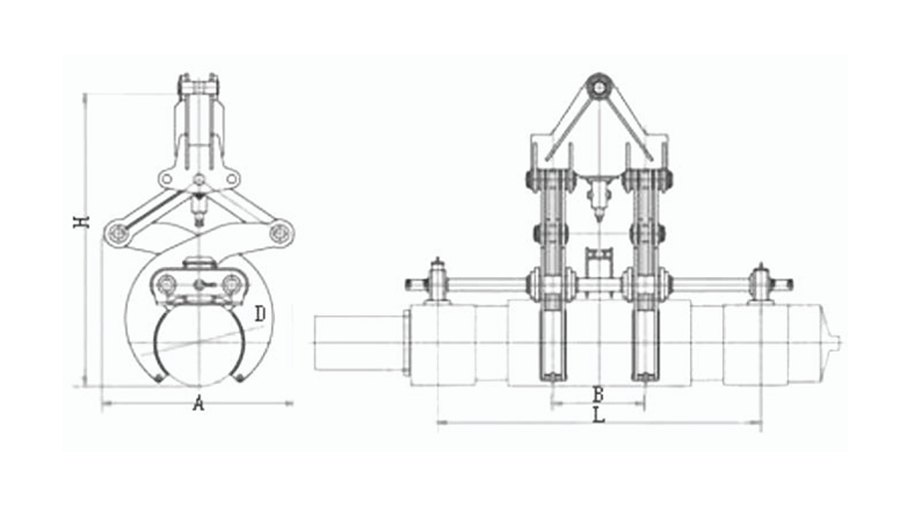
- 圧延機の研削工場で、単一のロールをグラインダーに持ち上げたり、グラインダーから降ろしたり、個々のロールを移送したりするために使用されます。
- トングは重力作動機構によって開閉し、動作中にジョーがロールをしっかりと挟むことができます。
- ロールを吊り上げる際、トングは両端の支持構造を介してロールのベアリングハウジングに支持されます。この装置は2~3種類のロールに対応し、異なる直径のロールを吊り上げる場合は、位置決めピンの挿抜によって支持高さを調整します。ピン調整は便利でシンプル、そして信頼性に優れています。
- ロールと接触する内側のクランプ面には銅板が張られており、持ち上げる際にへこみや表面の損傷を防ぎます。
| 耐荷重(t) | ロール径(mm) | 最大(mm) | B(ミリメートル) | Hmax(mm) | 長さ(mm) | 自重(kg) |
| 20 | 560~620 | 1850 | 800 | 2050 | 2800 | 7600 |
| 30 | 720~800 | 2480 | 900 | 2930 | 3000 | 11500 |
| 40 | 800~1200 | 2650 | 1000 | 3200 | 3200 | 13500 |
機械式シングルミルロールトングの技術仕様機械式ダブルミルロールトング

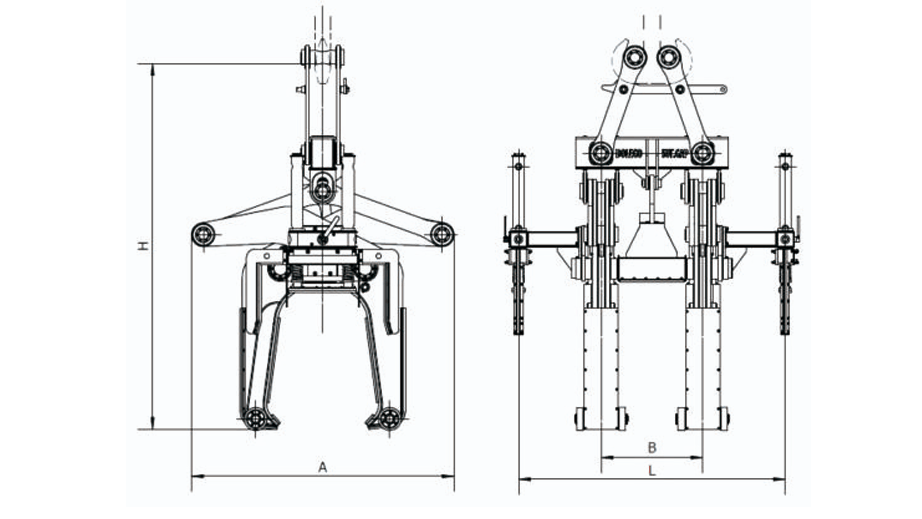
- ダブルロール昇降装置は、圧延工場のロール工場でダブルロールアセンブリを取り扱うために使用されます。
- トングは重力作動の機械機構によって開き、動作中はジョーがロールをしっかりと挟みます。
- ロールアセンブリを持ち上げる際、トングは両端のサポート構造を介してロールのベアリングハウジングに直接支持されます。トングは1~3種類の異なるロール径に対応できます。ロールサイズに応じて、位置決めピンの挿入または取り外しによってサポート高さを調整できるため、便利でシンプル、かつ信頼性の高い調整が可能です。
- ロールと接触する内側のグリップ面には鋼板が敷かれており、取り扱い中にロール表面にへこみが残らないようになっています。
| 耐荷重(t) | ロール径(mm) | A(ミリメートル) | B(ミリメートル) | ふーむ) | 長さ(mm) | 自重(kg) |
| 20 | 560~720 | 1850 | 800 | 2850 | 2800 | 8600 |
| 40 | 720~800 | 2480 | 900 | 3555 | 3000 | 12500 |
| 60 | 800~1200 | 2650 | 1000 | 4020 | 3200 | 14500 |
機械式ダブルミルロールトングの技術仕様電動ミルロールトング

- 圧延機の研削工場で、単一のロールをグラインダーに持ち上げたり、グラインダーから降ろしたり、個々のロールを移送したりするために使用されます。
- トングは電動作動機構によって開閉します。作動中、トングアームのピンはロール側面のピン穴と一直線になります。両端の位置決めプレートは、ピンとピン穴の相対的な位置合わせを適正に保ちます。
- ロールと接触する内側のグリップ面にはナイロンプレートが敷かれており、ロールとの接触時にへこみや表面の損傷を防ぐためのリミットセンサーが装備されています。
安全と操作上の注意事項
- 異常な音、変形、亀裂が見られた場合は、直ちにテストリフトを停止してください。
- テスト吊り上げが正常に完了した後にのみ、吊り上げと輸送を続行してください。
- 持ち上げ作業中は、すべての作業員が警告信号を明確に理解し、オペレーターと目に見えるコミュニケーションを維持するようにしてください。
- 荷物の下に人が立つことは許可されておらず、荷物を手で支えることは固く禁じられています。
ミルロールトングの定期メンテナンス
- 使用中に回転ロックが固くなったり、所定の位置に回転しなくなったりする場合は、調整ナットを点検して調整し、次の点を確認してください。
- 爪のテンションスプリングが損傷していないか確認し、必要に応じて交換します。
- トランスミッション機構に引っ掛かりがないか確認してください。潤滑不良が原因で引っ掛かりが生じている場合は、すべての可動ジョイントに潤滑油またはグリースを塗布してください。ガイドピンがきつすぎる場合は、ナットを適度に緩めてください。緩み、トランスミッションチューブの変形、またはリンケージロッドの変形が見られる場合は、適宜修正してください。
- 緩衝スプリングの伸びが不足していないか確認してください。伸びが小さすぎる場合は、緩衝スプリングに接続されているスチールワイヤーロープを短くしてください。
- トングのインジケータープレートのインジケーターマークが剥がれないようにしてください。剥がれを発見した場合は、直ちに元のマーキング塗料を塗り直してください。
- ワイヤーロープは、特に曲げ箇所に適切な潤滑油またはグリースを使用して定期的に清掃し、潤滑してください。
- 吊り金具、回転ロック、プレート、リギングシャックルなどの主要な荷重支持部品は、通常の運転条件下で少なくとも3ヶ月に1回点検する必要があります。これらの部品には、亀裂や著しい変形が認められてはなりません。
- ラチェット機構、スライドベアリングハウジング、ロータリーロックハウジングを含むすべてのオイルカップは、動作条件に応じて適時に潤滑する必要があります。また、必要に応じて主要な可動ジョイントにも潤滑剤を塗布する必要があります。
- ロープ クリップが緩んでいないか、バッファー スプリングが過度に伸びていないかを定期的に確認し、異常があればすぐに対処してください。
- 吊り上げ装置の定格吊り上げ能力を決して超えないでください。また、緩衝スプリングが過度に伸びないようにしてください。
- 吊り上げ装置、クレーン、その他の機器との衝突による変形を防ぐため、作業中はスムーズかつ安定した吊り上げを実現してください。
24時間以内にご連絡しますので、詳細をご記入ください。










































































































































