轧辊钳:钢铁厂和轧钢厂的轧辊搬运
轧辊钳专为钢铁厂和轧钢车间的重型轧辊搬运而设计,可实现安全、精准的起吊作业。这些钳子采用定制设计,确保牢固夹持轧辊,有效防止表面损伤,从而提高轧辊维护效率,增强生产过程的可靠性。
机械式单轧辊钳

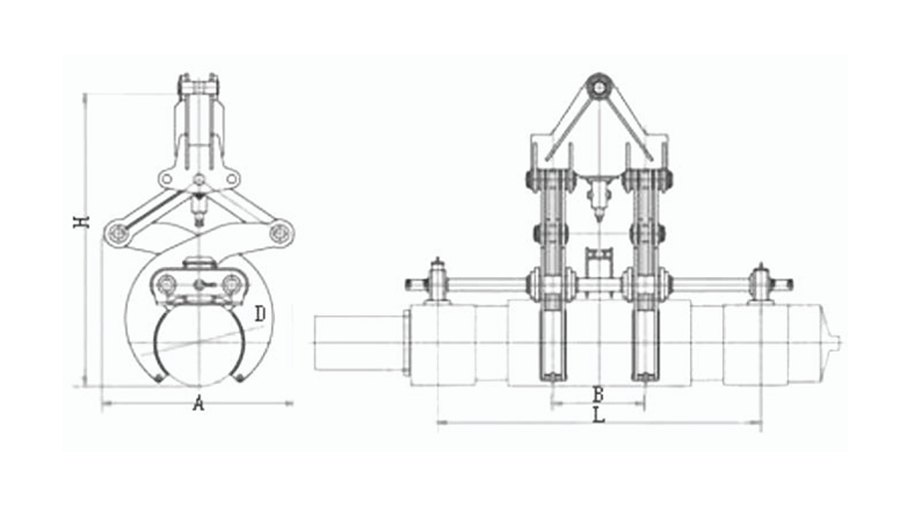
- 用于轧机磨削车间,将单个轧辊吊装到磨床上或从磨床上卸下,以及转移单个轧辊。
- 钳子通过重力驱动机构打开和关闭,使钳口在操作过程中能够牢固地夹紧卷材。
- 提升卷材时,夹钳通过两端的支撑结构固定在卷材的轴承座上。该装置可处理2-3种类型的卷材,提升不同直径的卷材时,可通过插入或拔出定位销来调节支撑高度。定位销的调节方便、简单、可靠。
- 与辊筒接触的内侧夹紧面衬有铜板,以防止在提升过程中出现任何凹痕或表面损伤。
| 载重能力(吨) | 辊径(毫米) | Amax(毫米) | B(毫米) | Hmax(毫米) | L(毫米) | 自身体重(公斤) |
| 20 | 560~620 | 1850 | 800 | 2050 | 2800 | 7600 |
| 30 | 720~800 | 2480 | 900 | 2930 | 3000 | 11500 |
| 40 | 800~1200 | 2650 | 1000 | 3200 | 3200 | 13500 |
机械式单辊轧机钳的技术规格机械双轧辊钳

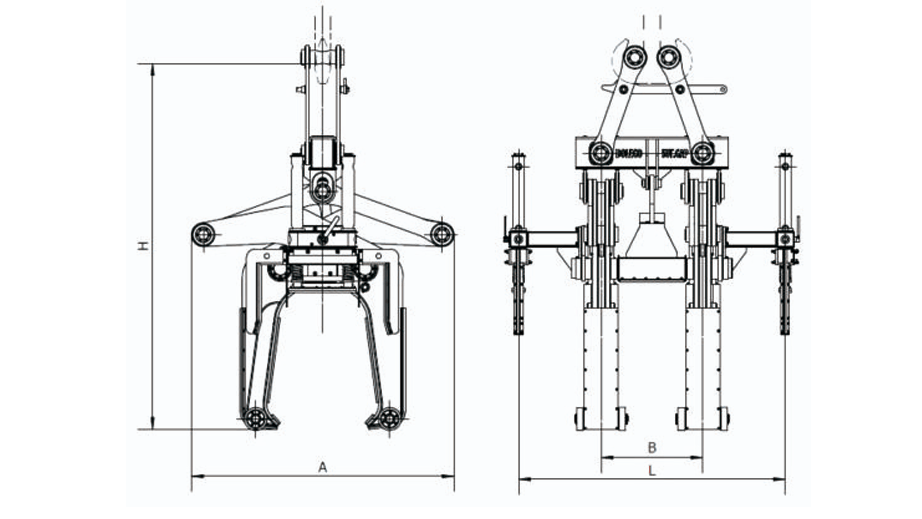
- 双辊提升装置用于轧机轧辊车间,用于搬运双辊组件。
- 钳子通过重力驱动的机械机构打开,在操作过程中,钳口牢牢地夹住卷材。
- 吊装辊筒组件时,钳口通过两端的支撑结构直接支撑在辊筒的轴承座上。该钳口可处理 1 至 3 种不同直径的辊筒。针对不同尺寸的辊筒,可通过插入或移除定位销来调节支撑高度,从而实现便捷、简单且可靠的调节。
- 与辊筒接触的内侧夹持面衬有钢板,以确保在搬运过程中辊筒表面不会留下凹痕。
| 载重能力(吨) | 辊径(毫米) | A(毫米) | B(毫米) | 唔) | L(毫米) | 自身体重(公斤) |
| 20 | 560~720 | 1850 | 800 | 2850 | 2800 | 8600 |
| 40 | 720~800 | 2480 | 900 | 3555 | 3000 | 12500 |
| 60 | 800~1200 | 2650 | 1000 | 4020 | 3200 | 14500 |
机械式双辊轧机钳的技术规格电动轧辊钳

- 用于轧机磨削车间,将单个轧辊吊装到磨床上或从磨床上卸下,以及转移单个轧辊。
- 钳臂的开合由电动机构控制。操作过程中,钳臂上的销钉与卷筒侧面的销孔对齐。两端的定位板确保销钉与销孔之间保持正确的相对位置。
- 与辊筒接触的内侧夹持面衬有尼龙板,并配有限位传感器,以防止与辊筒接触时出现任何凹痕或表面损伤。
安全和操作注意事项
- 如果发现任何异常噪音、变形或裂纹,请立即停止测试升降机。
- 只有在测试吊装成功完成后,才能进行吊装和运输。
- 在起重作业期间,确保所有人员清楚了解警告信号,并与操作员保持可见的沟通。
- 禁止任何人员站在重物下方,严禁用手支撑重物。
轧辊钳的日常维护
- 如果旋转锁在使用过程中变得僵硬或无法旋转到位,请检查并调整调节螺母,然后检查以下部位:
- 检查棘爪的张紧弹簧是否损坏;如有必要,请更换。
- 检查传动机构是否存在卡滞。如果卡滞是由于润滑不良造成的,请在所有活动关节处涂抹润滑油或润滑脂。如果导销过紧,请适当松开螺母。如果发现松动、传动管变形或连杆变形,请进行相应的纠正。
- 检查缓冲弹簧的伸长量是否不足。如果伸长量过小,则缩短连接缓冲弹簧的钢丝绳。
- 防止钳子指示板上的指示标记脱落。一旦发现脱落,应立即重新涂上原有的标记漆。
- 定期清洁和润滑钢丝绳,尤其是在弯曲点处,使用合适的润滑油或润滑脂。
- 在正常运行条件下,起重耳、旋转锁、连接板和索具卸扣等主要承重部件应至少每三个月检查一次。这些部件不得出现裂纹或明显变形。
- 所有油杯,包括棘轮机构、滑动轴承座和旋转锁紧座上的油杯,都应根据运行情况及时润滑。主要活动关节也应根据需要进行润滑。
- 定期检查绳索夹是否松动以及缓冲弹簧是否过度拉伸;如有异常,立即处理。
- 切勿超过起重装置的额定起重能力,也不要让缓冲弹簧过度拉伸。
- 确保作业过程中起吊平稳,避免因起重装置、起重机或其他设备之间的碰撞而造成变形。










































































































































