




























































































































































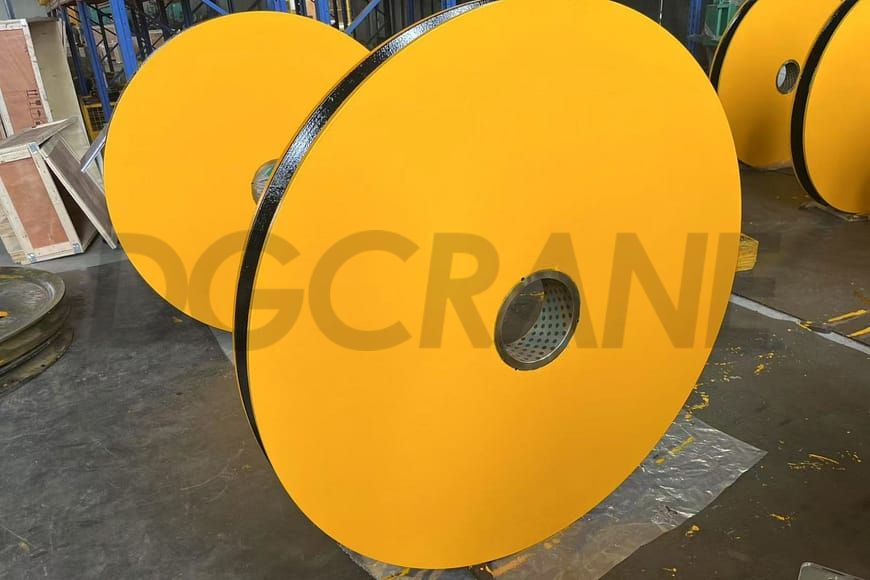
Smidda kranskivor: Hög hållfasthet, längre livslängd
Smidda kranskivor tillverkas genom att applicera tryck på metallämnen med smidesmaskiner, vilket skapar plastisk deformation för att forma högpresterande kranskivor. Som en viktig del av metallformningstekniken eliminerar smidning effektivt gjutningsdefekter som porositet och förfinar den interna mikrostrukturen. Med fullständiga metallflödeslinjer bevarade, ger smidda kranskivor bättre mekaniska egenskaper och utmattningsbeständighet än gjutna kranskivor.
Smidda kranskivor används ofta för högbelastade och tunga komponenter i krävande arbetsförhållanden, vilket gör dem till det perfekta valet för pålitlig och hållbar kranutrustning.
- Diameter: Φ300mm~2000mm
- Material: 42CrMo-stål/60#-stål
- Hårdhet: 300-350HBW







Funktioner hos smidda kranskivor
- Högre hållfasthet och seghet: Smidning eliminerar gjutningsporositet, lufthål och inneslutningar som genereras under smältning, vilket ökar draghållfastheten med 20%-30% jämfört med gjutna kranskivor.
- Utmärkt slitstyrka: Efter värmebehandling flyter och böjs stålets inre kornstruktur för riktningsförstärkning, vilket uppnår en hårdhet på HRC45-55 (HB428-570) och ökar utmattningshållfastheten med 37%.
- Säkerhet och tillförlitlighet: Smidda kranskivor har inga svetsfogar, vilket resulterar i utmärkt utmattningsbeständighet under dynamiska belastningar. Utmattningshållfastheten ökar med 37%, vilket minskar risken för brott.
- Lättviktskonstruktion: Smidning resulterar i en tätare metallstruktur, vilket ökar hållfasthets-viktförhållandet med 20% och minskar vikten med 10-15% för samma hållfasthet, vilket minskar utrustningens tröghetsenergiförbrukning.
- Flexibel anpassning: Anpassning är tillgänglig för olika typer av repspår (U-formade/V-formade/halkfria spår), material (42CrMo/35CrMo) och storlekar för att möta olika arbetsförhållanden.
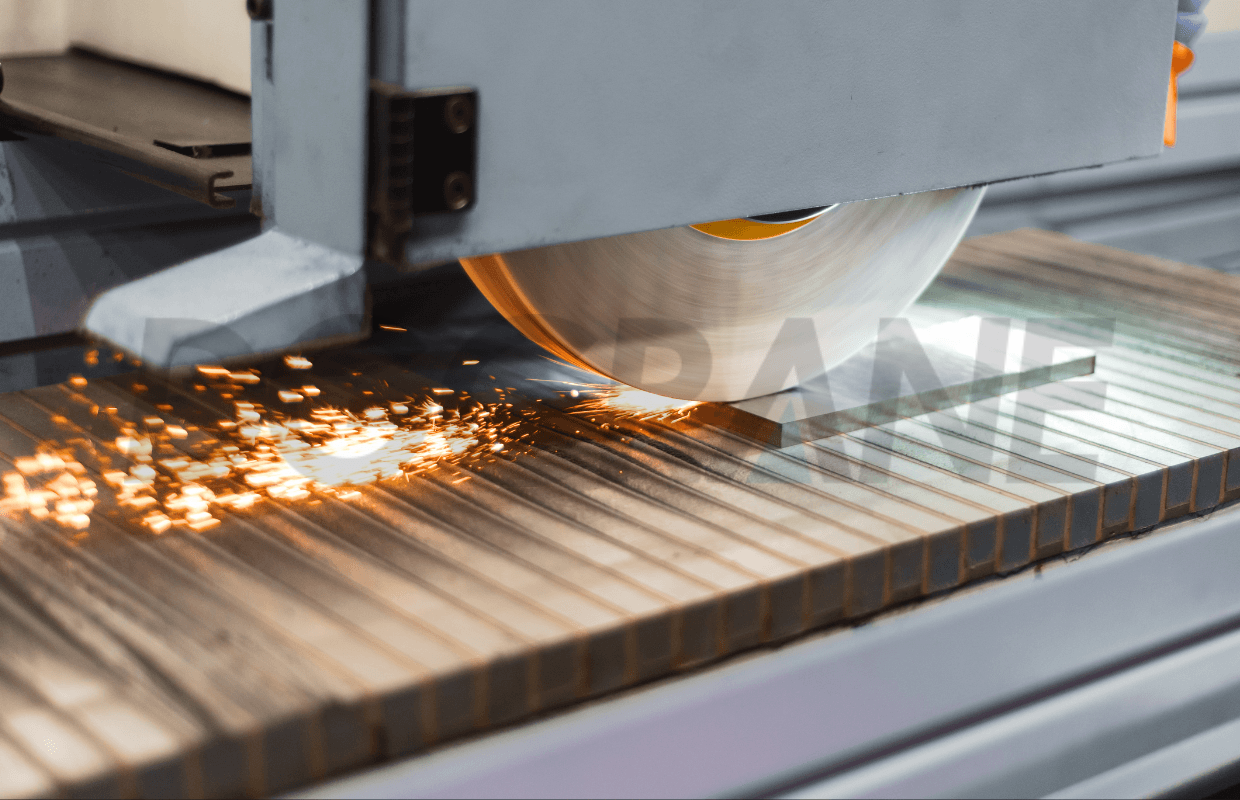
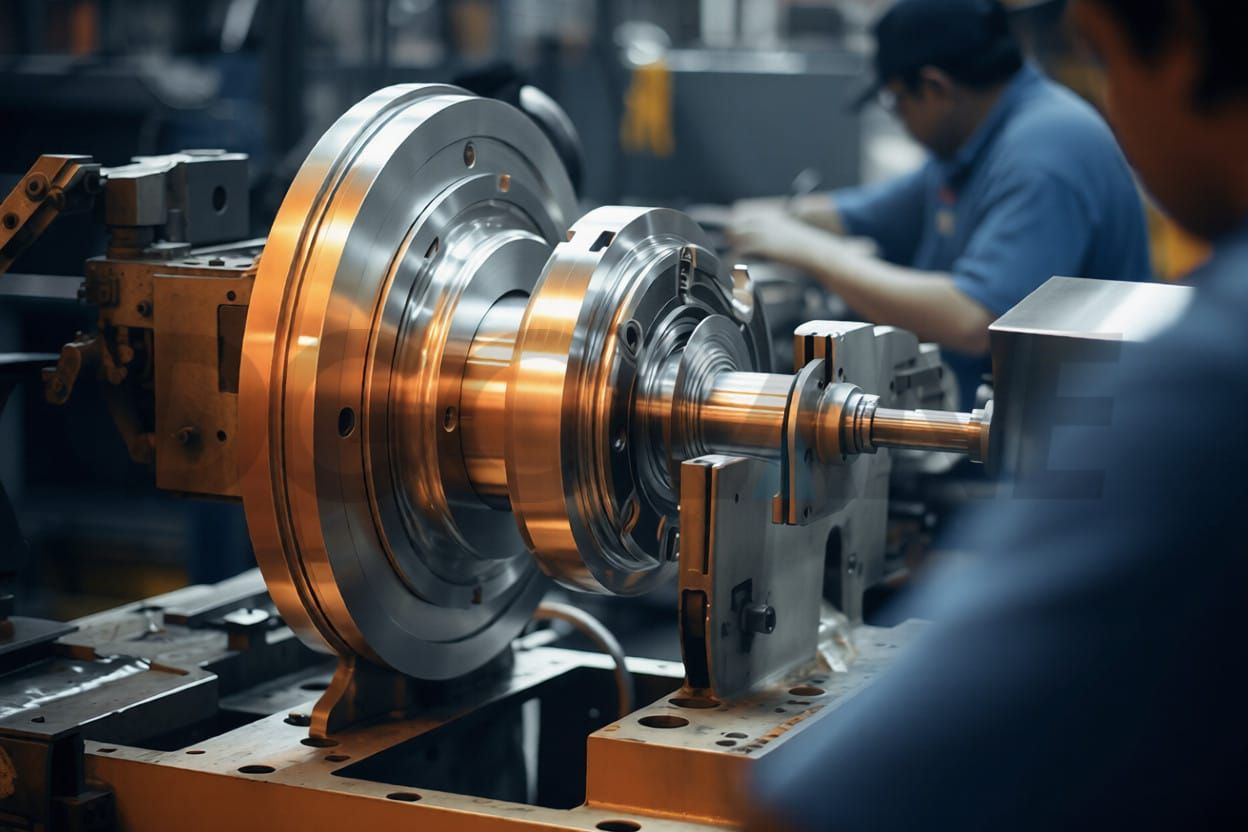
Specialiserad smidd process för högkvalitativa kranskivor

- Skär stål med precision, vilket säkerställer en jämn snittyta och exakta mått.
- Hög skärhastighet, förkortad bearbetningstid och minskade produktionskostnader.

- Minskar inre spänningar i smidda trissor, minskar sprödhet och förbättrar segheten.
- Förbättrar den inre stabiliteten, förbättrar de övergripande mekaniska egenskaperna och ökar hårdheten.

- Smidning eliminerar gjutningsporositet och svetsar samman hålrum i metallen.
- Optimerar den interna mikrostrukturen och förbättrar de övergripande mekaniska egenskaperna.

- Smidesgods har en finare inre struktur, vilket resulterar i högre hållfasthet och hårdhet.
- Bearbetningen är jämnare, vilket leder till bättre metallyta.
- Inspektera ytdefekter i smidesdetaljer för att förbättra produktkvaliteten och utbytet.
- Avlägsna överflödigt material, frigör inre spänningar i smidesstycken och minska deformationsfel.

- Förbättrar slitstyrkan och ythårdheten hos smidesdetaljer avsevärt.
- Bibehåller hög hårdhet och god seghet, och kan motstå vissa stötbelastningar.
- Uppnå en slät skivyta och ett bra utseende.
- Precisionsbearbetning möjliggör den erforderliga dimensionsnoggrannheten och geometrin, i enlighet med konstruktionsspecifikationerna.

- Säkerställ produktkvaliteten och undvik säkerhetsrisker.
- Förläng livslängden genom utvärdering och efterföljande underhållsvägledning för att minska underhållskostnaderna.
Typiska tillämpningar av smidda kranskivor

- Lämplig för högintensiva operationer: Portalkranar lyfter och bromsar ofta med hög stöt; smidda skivor är mindre benägna att spricka och deformeras, vilket resulterar i en längre livslängd.
- Anpassningsbar till tuffa arbetsförhållanden: Dammtålig, utomhusvänlig och lämplig för långvarig kontinuerlig användning av portalkranar för tekniska ändamål.

- Hög spårhårdhet: Lämplig för höghastighetsdrift av spridare för hamnmaskiner, med tillräcklig styrka, slitstyrka och lång livslängd.
- Minskat slitage på vajern: Tätt och slätt material förbättrar spårets slitstyrka och minskar friktionsförlusten i stållinan.

- Mer optimal lastfördelning: Anpassad för tunga belastningsförhållanden hos bandgående kranar, vilket säkerställer säker och tillförlitlig installation och jämn lastfördelning på trissblocken.
- Hög slagtålighet och säkerhet: Smidningsprocessen bevarar metallens strömlinjeformade form, vilket gör den slagtålig, mindre benägen att gå sönder och säkerställer en stabilare och säkrare drift av utrustningen.
Vanliga frågor
Vilka är skillnaderna i tillämpning mellan smidda och rullande kranskivor?
Smidda trissor har tätare korn, vilket resulterar i högre sprickmotstånd och slagtålighet, längre livslängd och lägre felfrekvens, vilket gör dem lämpliga för långvariga högintensiva förhållanden med tung belastningValsade trissor har måttlig hållfasthet och relativt lägre utmattningsbeständighet, men är billigare och kan levereras snabbt, vilket gör dem lämpliga för allmänna arbetsförhållanden med måttliga och stabila belastningar.
När ska en kranremskiva bytas ut?
Om slitage orsakar att diametern på skivans spår minskar med 50% av stållinans diameter, eller om slitaget på spårväggen överstiger 20% av dess ursprungliga tjocklek, bör utbyte övervägas. Strukturella skador på skivan, såsom ytliga eller inre sprickor, lösa nitar eller trasiga ekrar, kommer att påverka dess styrka och säkerhet avsevärt, vilket kräver omedelbart upphörande av användningen och utbyte.
Under vilka arbetsförhållanden rekommenderas inte den smidda kranskivan?
Om arbetstemperaturen konsekvent överstiger den smidda skivans konstruktionsgräns (prestandan hos smidda skivor av kolstål kan minska avsevärt över 200 ℃), eller i extremt kalla miljöer under -40 ℃, kan de mekaniska egenskaperna (såsom seghet och hållfasthet) hos den smidda skivan eventuellt inte uppfylla kraven. Skivor tillverkade av speciella material som är resistenta mot höga eller låga temperaturer bör väljas.
Behöver den smidda kranskivan smörjning under användning? Vad är underhållscykeln?
Under dess livslängd kan damm och orenheter lätt samlas på remskivans yta, vilket påverkar dess normala funktion. Därför behöver remskivans yta rengöras regelbundet. Den kan torkas av med en mjuk trasa och litiumbaserat fett kan appliceras vid behov (smörjcykel: en gång i veckan vid frekvent användning och en gång i månaden vid allmän användning).

