




























































































































































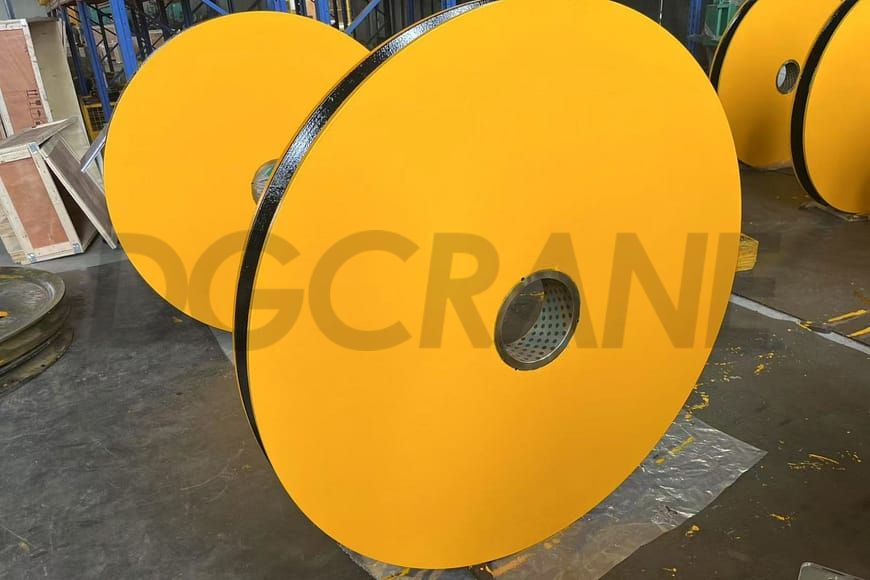
锻造起重机滑轮:高强度,更长使用寿命
锻造起重机滑轮是通过锻造机械对金属坯料施加压力,使其发生塑性变形而制成的高性能起重机滑轮产品。作为金属成形技术的关键环节,锻造能够有效消除铸造缺陷(如气孔),并细化内部微观结构。由于完整保留了金属流动纹路,锻造起重机滑轮比铸造起重机滑轮具有更优异的机械性能和抗疲劳性能。
锻造起重机滑轮广泛用于高负载、重型部件,适用于严苛的工作条件,是可靠耐用起重机设备的理想选择。
- 直径:Φ300mm~2000mm
- 材质:42CrMo钢/60#钢
- 硬度:300-350HBW







锻造起重机滑轮的特点
- 更高的强度和韧性:锻造消除了铸造过程中产生的气孔、气泡和夹杂物,与铸造起重机滑轮相比,抗拉强度提高了 20%-30%。
- 优异的耐磨性:经过热处理后,钢材内部晶粒结构流动弯曲,实现定向强化,硬度达到 HRC45-55 (HB428-570),疲劳强度提高 37%。
- 安全性和可靠性:锻造起重机滑轮无焊缝,因此在动态载荷下具有优异的抗疲劳性能。37%钢材进一步提高了疲劳强度,避免了断裂风险。
- 轻量化设计:锻造工艺可使金属结构更加致密,强度重量比提高 201TP/T,在强度相同的情况下重量减轻 10-151TP/T,从而降低设备的惯性能耗。
- 灵活的定制:可根据不同的工作条件,定制不同的绳槽类型(U形/V形/防滑槽)、材料(42CrMo/35CrMo)和尺寸。
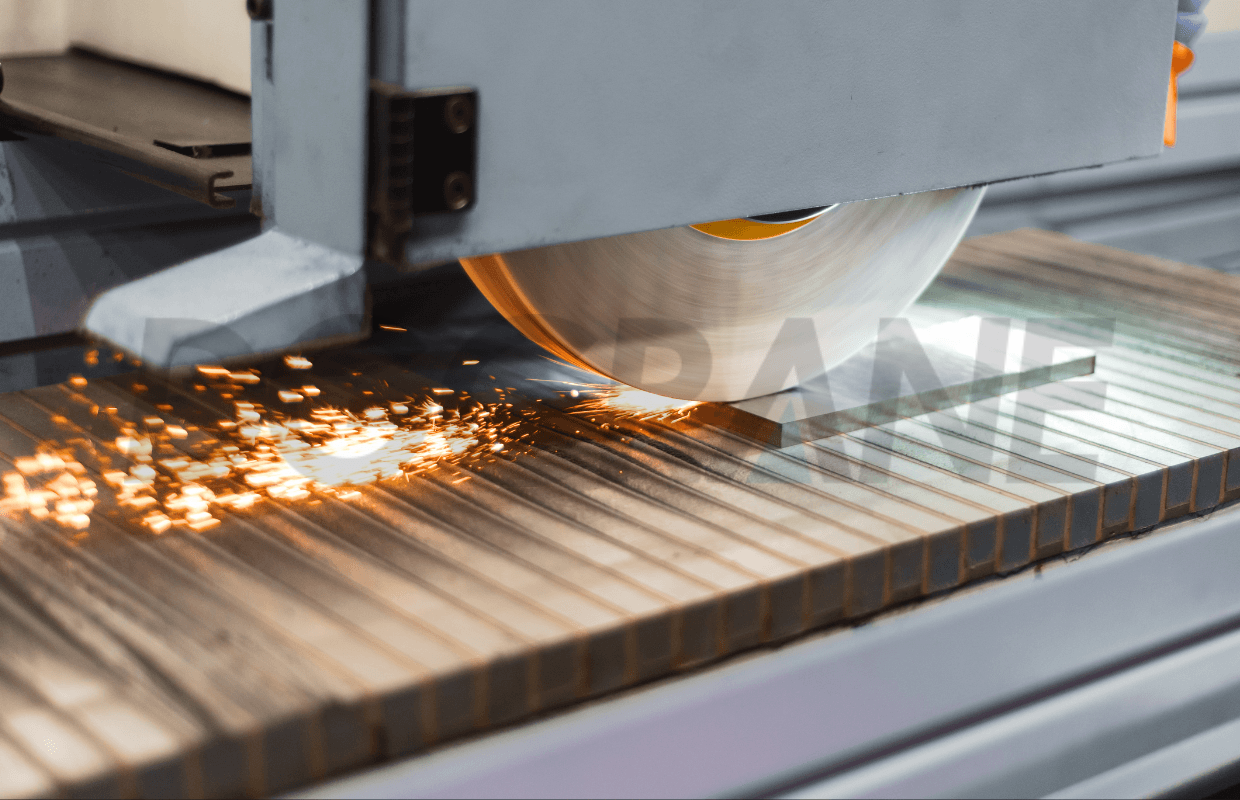
高品质起重机滑轮专用锻造工艺

- 可精确切割钢材,确保切割表面光滑,尺寸准确。
- 切割速度快,加工时间短,生产成本低。

- 降低锻造滑轮内部应力,降低脆性,提高韧性。
- 改善内部稳定性,增强整体机械性能,提高硬度。

- 锻造可以消除铸造气孔和焊接金属中的空隙。
- 优化内部微观结构,提高整体机械性能。

- 锻件具有更精细的内部结构,因此强度和硬度更高。
- 加工过程更顺畅,从而获得更好的金属表面质量。
- 检查滑轮锻件的表面缺陷,以提高产品质量和产量。
- 去除多余材料,释放锻件内部应力,减少变形误差。

- 显著提高滑轮锻件的耐磨性和表面硬度。
- 保持高硬度和良好的韧性,能够承受一定的冲击载荷。
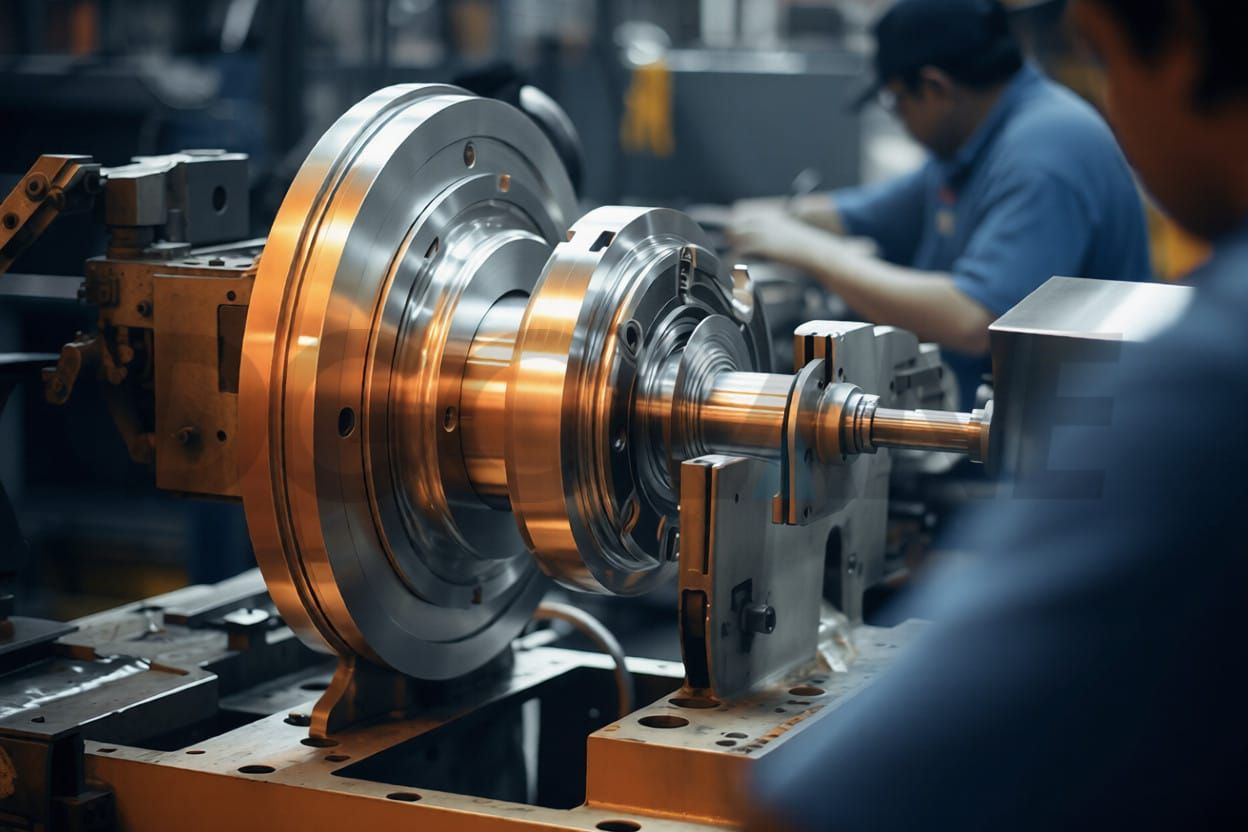
- 实现滑轮表面光滑,外观质量优良。
- 精密加工能够实现所需的尺寸精度和几何形状,符合设计规范。

- 确保产品质量,避免安全隐患。
- 通过评估和后续维护指导延长使用寿命,从而降低维护成本。
锻造起重机滑轮的典型应用

- 适用于高强度作业: 龙门起重机经常进行高冲击的起升和制动;锻造滑轮不易开裂和变形,从而延长了使用寿命。
- 能够适应恶劣的工作环境: 防尘、适用于户外环境,适合工程龙门起重机的长期连续使用。

- 高沟槽硬度: 适用于港口机械吊具的高速作业,具有足够的强度、耐磨性和长使用寿命。
- 减少钢丝绳磨损: 致密光滑的材料提高了沟槽的耐磨性,降低了钢丝绳的摩擦损失。

- 更优化的负荷分配: 适用于履带式起重机的重载工况,确保安全可靠的安装,以及滑轮组上均匀的载荷分布。
- 高抗冲击性和安全性: 锻造工艺能够保持金属的流线型形状,使其具有抗冲击性,不易破损,从而确保设备运行更加稳定安全。
常见问题
锻造式起重机滑轮和轧制式起重机滑轮在应用上有什么区别?
锻造滑轮的晶粒更致密,因此具有更高的抗裂性和抗冲击性,使用寿命更长,故障率更低,使其适用于…… 长期高强度、重负荷条件卷式滑轮强度适中,抗疲劳性相对较低,但价格更低,运输速度更快,因此适用于…… 一般工作条件,工作负荷适中且稳定。
起重机滑轮何时需要更换?
如果磨损导致滑轮槽直径减少至钢丝绳直径的501TP/T,或者槽壁磨损超过其原始厚度的201TP/T,则应考虑更换。滑轮的结构性损坏,例如表面或内部裂纹、铆钉松动或辐条断裂,将显著影响其强度和安全性,需要立即停止使用并更换。
在哪些工作条件下不建议使用锻造起重机滑轮?
如果工作温度持续超过锻造滑轮材料的设计极限(碳钢锻造滑轮在200℃以上性能可能显著下降),或在低于-40℃的极寒环境下,锻造滑轮的机械性能(如韧性和强度)可能无法满足要求。此时应选用耐高低温特殊材料制成的滑轮。
锻造起重机滑轮在使用过程中是否需要润滑?维护周期是怎样的?
在使用过程中,灰尘和杂质容易积聚在滑轮表面,影响其正常运转。因此,需要定期清洁滑轮表面。可用软布擦拭,必要时可涂抹锂基润滑脂(润滑周期:频繁使用每周一次,一般使用每月一次)。

